管制圖(Control chart),也称为修哈特图或流程行为图,是统计製程管制中,确定製造或業務流程是否在统计控制状态下的一种工具。
管制圖是七种品質管制的基本工具(品管七大手法)之一[1]。
简介
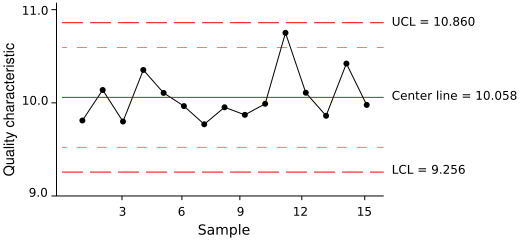
管制圖是在不同的時間針對流程中重要數據進行的取樣,用取樣的結果來表示流程的特性,一般也會有理想的上限及下限範圍。像生產線可能會用每小時的生產量或良率繪製管制圖。若管制圖取樣到的數據變異不大,表示流程穩定,不需要对流程控制变量进行修改。如果管制圖显示數據變異大,表示流程不穩定,而管制圖可帮助发现变化源头。另外,流程数据可用来预测未来流程表现[2],若流程穩定,但數值在理想範圍以外,需設法找出變異的來源,再設法改善系統[3]。
历史
管制圖由贝尔实验室的沃特·安德鲁·休哈特在1920年间发明[4]。公司的工程师設法要提高电话传输系统的可靠性,因为放大器和其他设备必需埋在地下,需要减少失败和检修的比率。在1920年,工程师已经发现,減少生产流程变異的重要性,同时,他们意识到針對不合格产品的持续性流程调整反而增加了变異,降低了品質。休哈特根据系统和特殊原因把问题分类,1924年,他写了一份内部备忘录,也介绍如何利用管制圖來區分系统般原因及特殊原因。休哈特的上级George Edwards回忆说:「休哈特博士写了一份简短的备忘录,一页长,其中的三分之一是一个简单的图,也就是現在稱作管制圖的圖表。这个图和简单的文字产生了所有今日称作流程品質管制的重要原理和思想。」[5]休哈特强调把生产流程纳入统计製程管制(其中只有系统原因的变異,並将其进行控制)對於预测未来产量及有效管理流程的重要性。
休哈特博士创造了管制圖的基础和统计学控制状态的概念,还从单纯数学统计学理论中,了解了實際流程产生的数据一般會呈現「常態分布曲线」(高斯分布,一般也称为「鐘型曲线」)。他发现通过观察生产数据的变量,不會永遠和自然的數據有類似特性(粒子的布朗运动)。休哈特博士得出结论,每个流程都有变量,流程中有些的变量可控,属于流程自然现象,其他变量不可控,但不一定出現在流程因果系统中。[6]。
約在1924年左右,休哈特的发现引起了愛德華茲·戴明的注意,戴明后来在美国农业部工作,也是美国统计局的数学顾问。在未来半个世纪,戴明一直倡导休哈特提出的管制圖,在二战日本战败后,戴明成为联军最高统帅部的统计学顾问,开始长期在日本工作,传播休哈特的思想,统计图开始广泛应用于日本的生产工业中。
统计图的說明
统计图包括:
- 统计点(如平均值、范围、比例),用不同时间的流程采样衡量质量特性数据
- 所有采样的平均值(平均值的平均值、范围平均值、比例平均值等)
- 在统计值的平均值位置画一條橫線,也稱中线
- 误差(如标准方差/平均方差),也是利用采样的數據計算得來
- 上下控制幅度(一般称为「过程固有界限」),即流程产出在统计学要求內的界限,一般在中线三个方差以内画出
管制圖還可以加入其他的項目:
- 上下警戒线,一般为中线上下两个标准方差
- 分区,一般不同區域中採樣的頻率也會不同
- 標示值得關注的事件,一般是由负责流程质量的质量工程师決定
图形用途
如果流程在控制範圍內,且流程的统计特性符合常態分佈,所有數據中會有99.7300%会落入過程固有界限之间,若在界限之外的數據比例增加,或是有系统性的變化,都说明出現新的(未预期的)变異,称为特殊原因(可歸屬原因)变異,变異的增加往往也代表品質成本的增加,因此用管制圖可以較容易看出有特殊原因变異,需要立即调查。
控制区间非常重要,控制区间可以看出流程特性,同时与任何設計規格和工程误差没有内在关系,在实践中,流程平均值(中线)可能不与品質特点的目標值重合,因为流程设计不一定可以使平均值和目標值完全一致。
管制圖限制了规格界限或目标,因为其趋势让流程(如机器操作者)专注于规则,实际上,成本最少的行动流程是让流程变化越少越好。让流程自然中心与目标不同,增加了流程变化性,增加了成本,是流程中效率低的根源。製程能力研究是检查自然流程界限(控制界限)和特定值之间的关系。
界限选择
休哈特以三個標準差(3σ)作為界限,其原因如下:
休哈特总结了结果:
... 即使我们用到的准则都可以追溯到統计定理,但這並無法證明這些准则可以用,是否合用仍需要靠經驗的證據來證,工程师會说,空言不如实证。[7]
管制圖的用意是在當作一個启发用的資料,戴明坚持它不是一个假設檢定,也不是内曼皮尔逊理论所引发的。他说大部份工業應用下統計樣本和采样框架分散的特性影響了传统统计方法的使用。戴明的目的是寻找因果系统「...通过很多不确定环境、未来和过去....」,他提出在这种环境下,三個標準差提供了「... 在以下二個錯誤之間可以使损失降到最少的方法」。
- 把错误或变異归于特殊原因(可归属原因),但实际的原因由來自系统(共同原因),称为第一型錯誤。
- 把错误或变異归于系统原因(共同原因),而实际上属于特殊原因(可归属原因),称为第二型錯誤。
参见
附注
延伸閱讀
- Deming, W E (1975) "On probability as a basis for action." The American Statistician. 29(4), pp146–152
- Deming, W E (1982) Out of the Crisis: Quality, Productivity and Competitive Position ISBN 0-521-30553-5.
- Deng, H; Runger, G; Tuv, Eugene (2012). "System monitoring with real-time contrasts" Journal of Quality Technology, 44(1), pp. 9-27.
- Mandel, B J (1969). "The Regression Control Chart" Journal of Quality Technology. 1 (1), pp 1–9.
- Oakland, J (2002) Statistical Process Control ISBN 0-7506-5766-9.
- Shewhart, W A (1931) Economic Control of Quality of Manufactured Product ISBN 0-87389-076-0.
- Shewhart, W A (1939) Statistical Method from the Viewpoint of Quality Control ISBN 0-486-65232-7.
- Wheeler, D J (2000) Normality and the Process-Behaviour Chart ISBN 0-945320-56-6.
- Wheeler, D J & Chambers, D S (1992) Understanding Statistical Process Control ISBN 0-945320-13-2.
- Wheeler, Donald J. (1999). Understanding Variation: The Key to Managing Chaos - 2nd Edition. SPC Press, Inc. ISBN 0-945320-53-1.
外部链接


